立式储罐的设计

进行标准
国家标准:GB 50128-2005立式圆筒形钢制焊接油罐施工及验收标准国际标准:API-650-2007钢制焊接储油罐标准
建设规范
施工方法:普通立式储油罐通常采用链倒扣法:
施工准备→材料检验→中心切割→加工→检测→焊接板的底部水箱→拱底部边缘板的焊接槽→设置中心发布和伞架→安装和焊接环→安装和焊接边缘和角钢→组装的临时拱门支架→牵引链提升装置安装→拱顶安装焊接→下圆安装焊接→顶圆壳板自升→圆缝焊接→各圆缝安装焊接→下圆安装焊接底板及角缝→底板边板安装焊接→检查→附件安装→真空试验→试验→沉降观察→移交
预制槽:3块圆弧样板:一块用于检查拱顶曲率,其弦长不小于2m;一是检查垂直焊缝边弦长不小于1m的变形情况;一是检查弦长不小于1m的垂直焊缝的变形。
柜的组装:根据油罐安装顺序,在安装垫板前,底板的下表面应做好防腐工作。底板布置前,应在地面上画十字中心线。与土建标注的中心线的偏差应在许可范围内。
焊接及焊缝检查:根据JB4708-92《钢制压力容器焊接工艺评定》对对接、T形角焊和管板的焊接工艺进行评定。制作现场焊接工艺指导手册,油罐焊缝无损检测人员。按照GB3323-87射线照相规范和钢熔焊对接接头质量要求进行RT。
检验方法
坦克测试:所有底板均采用真空试验,真空度不小于53Kpa。穿透试验将用于复检。
做水箱充水试验、浮盘上下试验及地基沉降观察。然后暂时关闭上部的孔,并打开屋顶上的光孔,然后将水箱注满水。水应为淡水,温度应低于5℃。压力应保持数小时。
壳板、屋面板的充水试验、强度试验、稳定性试验:当水位达到1m时,将屋面上的光孔、泡沫孔、排气孔关闭,然后持续充水。通过车顶上的压力表观察压力。稳定性试验将在充水试验后进行。当水位达到最大操作液面时,关闭开口处,缓慢排水。当负压在罐内产生时,要监测负压数的严密性。当负压数达到200mm时,应立即停止排水,加水,使罐内压力正常。
裂纹检测:对槽体上的接头角和加劲板角焊缝进行熔透试验和MT。
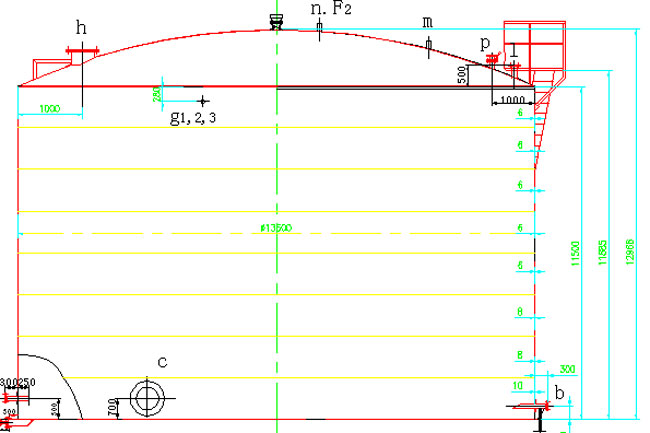
立式储罐设计图